PCBA返修品管控规范
一.目的
本规范定义了公司制板组件PCBA返修过程的基本工艺、技术要求、流程管控。
二.适用范围
适用于成都佳桦电子所有返修有铅、混合及无铅工艺产品的选择调用、返修操作。
三 岗位职责和特殊技能要求
| 岗位 | 职责 | 特殊技能要求 |
| 维修操作员 | 设备正确操作、维护设备,填写各种相关记录表格。 紧急故障处理。 | 具备熟练的维修操作技能 |
| 维修工程师 | 设备故障排除、设备参数设置及管理,为生产一线操作、保养提供技术支持,程序调制与规划管理,工艺技术支持。 | 返修设备工作原理、过程,调试返修温度曲线 |
| QC | 负责对维修品进行全检。 | IPC610-D 外观检验标准 |
四.内容

4.1 返修工具、辅料及设备
4.1.1 返修工具:BGA返修台、电铬铁、刮刀、小钢网、真空吸笔、剪刀、镊子、小刷子,画笔(涂焊膏用)
4.1.2 辅料:膏状助焊剂;
吸锡编带;有铅锡膏(Sn63Pb37、阿尔法);无铅锡膏(Sn96.5Ag3.0Cu0.5,亿诚达);有铅锡线、无铅锡线;碎白布

五.返修操作流程管控
1.AOI检测不良品(含炉后目检不良品)的维修及管控
(1)AOI作业员将检测不良品做好标识并进行分类,分区摆放,使用醒目的含有标识不良卡板。
(2)AOI作业员将不良数量按位号、不良数分时段如实统计记录在每日生产报表上。
(2)维修将不良品点数,将数量如实填写在AOI转板记录表上,经双方确认无误后签名。
(3)维修在修理更换物料及补料时,应将所领物料交于品质IPQC确认,再根据BOM要求位置,将品质确认OK的物料,更换或补焊到对应位置上。
(4)修理修补完后,清洁有脏污的焊点,自检OK后退回AOI检测处,进行数量交接。
(5)AOI检测时对维修品单独检测,并对维修位置做重点检查。
2.DIP目检不良品的维修及管控
(1)将目检不良品做好标识并将产品进行分类,分区摆放,使用醒目的含有标识不良卡板。
(2)目检QC将不良数量按位号、不良数分时段如实统计记录在每日生产报表上。
(3)DIP后焊作业员进行返修,维修品区分再投入产线。
(4)目检QC重点检查返修位置。
3.客退不良品的返修及管控
(1)IQC对客退不良品的PCBA型号、不良位置、不良数量进行甄别及统计,然后详细记录。
(2)针对客户反馈信息,QC品质部门召集生产、工程/工艺会议检讨不良发生原因,检讨向后改善对策及如何贯彻执行。
(3)大批量的返修(比如相同位置更换物料),由生产部门领取不良品,在临时返工线安排返工返修;几个或单独不良,由修理技术员领取不良品,然后分析及维修不良品。
(4)对于BGA等封装的IC返修,先使用BGA返修台拆取不良BGAIC,再将BGA重新植球或者更换新BGA IC,BGA IC重焊前,对PCBA上IC位置的焊盘整理拖平,清洗干净后使用画笔涂抹薄薄一层助焊膏,最后再使用BGA返修台将BGA重焊到IC位置上。
a. 设置焊接温度曲线。根据器件的尺寸、PCB的厚度等具体情况设置焊接温度曲线,为避免损坏BGA器件,预热温度控制在100-125℃,升温速率和温度保持时间都很关键,升温速率控制在l-2℃/s, BGA的焊接温度与传统的SMD相比要高15℃左右,其设置温度保持在235-240℃。。
b. 选择与器件尺寸相匹配的四方形热风喷嘴,并将热风喷嘴安装在上加热器的连接杆上,要注意安装平稳。
c. 将热风喷嘴扣在Z轴的轴杆上,要注意器件四周的距离均匀;
d. 打开对应BGA的温度曲线文件,下载后,点击“焊接”即可。
e. 焊接完毕,会有嘀嘀的提示音同时向上抬起热风喷嘴,待1分钟后PCB板冷却再取下PCB板。
(5)客退不良品返修后由修理人自检OK后,再送QC目视检查,经检查OK后才包装出货。
六.不同类型物料元器件返修工艺基本要求:
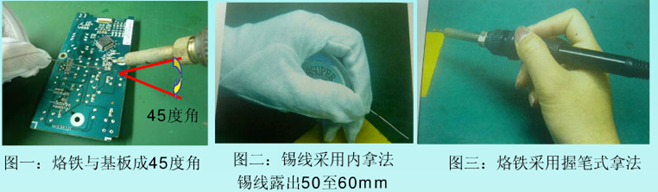
使用烙铁返修过程中,无论是拆卸还是焊接过程,有铅烙铁头空载温度设置在340±10℃,无铅烙铁头空载温度设置在390±10℃,特殊情况下可调整。烙铁操作时间(焊接接触时间)应控制在3~5秒。
七.其他注意事项
1.ESD静电防护:所有工序中都要注意ESD静电防护,特别是返修不良品。
2.不良品数量及位置要如实记录,为生产的品质提升和改善提供数据。