高可靠性清洗必须100% ROSE测试吗?
作者:美国得克萨斯州伯尼特,Austin American Technology公司首席技术官:Steve Stach
在过去的五十年中,对生产线的电路板清洁度的评估在很大程度上依赖于两种方法,以维护日常控制。目视检查确定大部分残留物,溶剂萃取电阻率或“ROSE”测试确定离子残留物。在评估生产清洁度时,这两个过程控制方法仍然是今天的标准。但仔细看看,已经发生了改变。人工目视检查已被自动检查系统所取代。不过它们还没有足够好能够检测元件下方,但是这一天正在到来。目前开发的ROSE测试,我们称之为ROSE I测试,用以评估元件下的焊剂残留物和其他看不见的离子残留物,如指纹或电镀盐。多年来,电子工业一直在寻找一种可以根据焊剂类型和产品要求进行调整的新 “ROSE II”测试,当然是自动化的。这一天也即将到来。
自从1970年代中期以来,原有的ROSE测试方法在本质上并没有改变,虽然焊接的性质已经发生了很大变化。在1980年代,表面贴装技术取代了传统的波峰焊接工艺。但是,根据蒙特利尔议定书,大多数卤化碳氢化合物被禁止在电路板清洗中使用,清洗工艺发生了显着改变。这导致推出了低活性免清洗焊剂。进入21世纪后,电路制造又经历了另一个重要的焊接变化,引入无铅焊料合金。较高的回流焊温度要求新的焊剂变化,这又一次改变了清洗要求。
ROSE测试是在1960年开发的,是量化完整的电路组件上活性松香焊剂残留物的一个方法。选择异丙醇和去离子水的混合物作为萃取溶剂,溶解松香基焊剂。ROSE方法迅速得到认可,并在1971年被纳入了美国军用规范Mil-P-28809。它需要从正常生产中抽取样板,进行日常ROSE测试。1994年Mil-P-28809要求被落实到美国军用合同,ROSE测试也被进一步界定,纳入了公认的IPC行业标准。
当前关于IPC ROSE测试的有效性已经有很多说法。有人说,它不再有效,因为大多数新焊剂残留物不溶于IPA/水萃取溶剂。而其他人则关注的是抽样测试会让受污染的基板逃脱,要进行所有产品的100%测试。更新当前测试方法的关键取决于两个改进。首先,我们需要消除抽样测试,让所有清洗产品100%测试。这意味着在清洗过程中插入ROSE测试。其次,我们还需要考虑使用IPA和水的混合物以外的溶剂。
要做到这一点,让我们先看看ROSE测试是什么,它是如何工作的。从理论上讲,萃取溶剂溶解焊剂和其他离子残留物,然后根据该溶液中电阻率的下降量确定去除的残留物量。
批量清洗机的ROSE测试
在批量清洗机中,ROSE测试被插入在基板焊剂清洗最终冲洗后和干燥前,如图1所示。
组件在干燥之前,通常在批量清洗过程中漂洗,以达到程控的电阻率/电导水平。一旦达到这一水平,ROSE测试会自动地再继续漂洗组件几分钟,同时监测漂洗液的电阻。然后以目前同样的方式计算最终的清洁度。
在线清洗机的ROSE测试
将ROSE测试纳入在线清洗机中,需要稍微不同的方法,因为从一站到一站的连续产品运动,隔离单个组件到测试室延长测试时间是不实际的。首先,必须将基板ID系统添加到清洗机中,以便识别被清洗的每个组件的适当电路区域。纳入自动ROSE测试需要更改最后的漂洗管道,在清洗机中增加基板跟踪系统。更改如图2所示,使每个组件在通过清洗机时被跟踪。在最后漂洗中记录下降的电阻率,提供数据计算每平方厘米氯化钠当量的清洁度。
具有恒定DI流量的无载传送带会产生一个平衡基准,如图3所示。当组件进入最终漂洗时,记录流动水的电导率增加。然后软件测量曲线下的面积,它对应于最终的清洁度。
目前许可的ROSE萃取溶剂
目前IPC和军用规范严格要求萃取溶剂是异丙醇和水的混合物。一般为75% IPA和25%水正负5%的比率,在比率上允许一定的范围,取决于具体个别的测试程序。将这些易燃萃取溶剂纳入现代清洗系统需要特殊的设计,是不切实际的。一个更好的方法是使用纯净的漂洗剂,一般DI水进行ROSE测试。如上所述,这样大多数清洗机需要一个相对较小的管路更改和新软件。
 游离离子及非活性离子
游离离子及非活性离子
1971年Mil-P-28809中定义的最初ROSE测试方案,目的是检测清洗后数天或数周困在单个组件上的松香型焊剂中残留的离子残留物。这意味着残留物是干的,以固体盐的形式存在于基板表面上,并且很可能锁定在硬化的松香焊剂残留物中。如果操作环境中有水,这些焊剂活化剂仍保持潜在的活性。
1990年,一个全新的焊剂分类被大多数电子制造商所采用。今天,我们有多个焊剂类型,在大多数应用中留在基板表面是安全的,因为焊剂活化剂要么锁定在硬化的晶体中要么在焊接过程中蒸发。
新的ROSE II理论
ROSE II方案强调在清洗工艺中测量100%的产品,在组件最终的漂洗和干燥之间插入清洁度测试。清洗和漂洗后剩余的离子残留物在溶液中仍是游离离子。这些离子通常是焊剂活化剂或焊剂清洗剂中使用的胺。它们是隐藏的,在毛细管力作用下留存在元件下的小缝隙、盲孔和连接器空腔中。在ROSE II污染控制方案中,希望留下这些去活性残留物原封不动,避免清洗后局部白色残留物问题,用IPA /水清洗一些免清洗焊剂后常发现一些白色残留物。根据ROSE II理论,当漂洗溶液干燥后,我们希望量化保留在电路板表面的游离或溶解离子的最终量。
新的离子萃取溶剂
当前ROSE测试最大的技术问题是无法改变萃取溶剂。IPA /水作为萃取溶剂不是一个很好的选择,因为今天许多制造商在清洗免清洗焊剂。由于它的易燃性也存在健康和安全问题。用当前75 / 25 IPA /水混合物对采用免清洗焊剂焊接的组件进行ROSE测试,会导致严重的不必要的外观“白色残留物”问题。理想情况下,我们需要的萃取溶剂,旨在检测游离离子,不影响任何未清洗掉的残留物。
对于电路板上的“游离离子”,水是一种非常好的萃取溶剂。水的高极性使其成为比IPA/水混合物更好的萃取溶剂。此外,水对导电离子浓度变化的灵敏度比目前的萃取溶剂高四倍,如图4所示。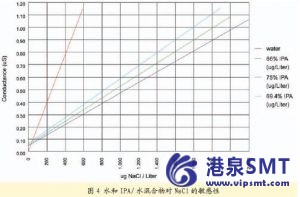
现在电导率随离子浓度变化而可预测变化的任何溶剂,都可作为可行的萃取溶剂的候选物。在浓度范围内,特定溶剂的体积电导率随离子浓度增加的灵敏度应该是线性的。当质量浓度小于10%时,大多数离子表现出线性灵敏度,如图5所示。
随离子浓度变化的电导变化率被定义为溶剂灵敏度值(SSV)。这可以通过测量图4中数据的斜率来确定。对于任何特定的萃取溶剂或溶剂混合物,一旦建立这个值,下面的公式可用来确定测试中去除的总离子含量。
总离子污染=
测试体积×Δ电导率×SSV
式中:测试体积为所使用的萃取溶剂体积;Δ电导率为萃取溶剂中开始到结束的电导率变化;SSV为溶剂灵敏度值。
ROSE II新的离子污染范围
由于这两种测试方法的内在差异,将需要调整与已建立的ROSE I的1.56 μg /cm2 NaCl当量相关联的ROSE II的集成工艺测试范围。应该注意的第一个差别是在ROSE II方案中所有的基板都被测试。当用溶剂萃取法如ROSE测试检测组件时,测量的离子被从基板上去除,留下的基板比测试之前更清洁。当我们报告基板或一批基板的离子清洁度时,我们需要报告小于而不是等于计算出的污染量。这似乎是一个小的差异,但取决于较干的测试条或蒸发的漂洗溶液,当用ROSE I方法测量时,它会更小。通过比较ROSE I的结果与ROSE II的结果,这些偏移很容易确定。
结论
ROSE II测试方案使制造商在控制电路组件的离子清洁度方面向前迈了一大步。将自动ROSE测试纳入到清洗过程中,只需要较小的清洗机硬件更改,基板跟踪系统和软件解释并记录清洗结果。ROSE II方案扩大了萃取溶剂选择范围,可以是可预见地响应的任何溶剂,包括水和其他有机溶剂及其混合物。
清洗周期中增加自动ROSE测试应注意以下几点。首先需额外花费购买装备有集成ROSE测试的清洗机。具有可编程功能,可以用软件开启或关闭。ROSE II的数据可即时用于行动决策,而不是ROSE I方案中的周期性采样,漏掉的部分或许就是离子水平超过控制极限的。最后,一个更好控制的清洗系统将生产具有较低离子水平的产品,确保产品的高良率和更好的可靠性,为制造商及其产品客户带来巨大收益。
建议
除了ROSE I抽样计划外,电路制造商应采用新的ROSE II方案,以实现产品100%洁净度测试的优势。
为了产业和其客户的互利共赢,电路组装者、设备供应商和行业组织应努力协作、实施并同意新标准ROSE II测试。Rose I方案应用于建立和验证ROSE II的极限。