解决大CTE适配问题的可靠互连解决方案
作者: Trevor Galbraith
自从电子互连的印制板问世以来,人们就一直在努力解决CTE(热膨胀系数)不匹配问题。当把一系列不同的材料粘合在一起,并在炉子里烘烤时,它们一定会以不同的速度伸展或收缩。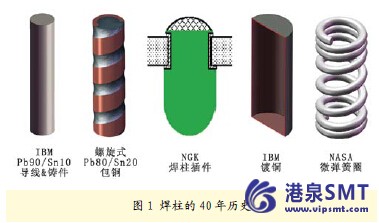
在经受制造过程的初始应力后,许多组件还会被暴露在恶劣的环境中,经受反复的热循环也会导致失效。
随着无铅焊料的引入,回流焊温度从125 ℃上升到160 ℃或更高的程度,这进一步加剧了这个问题。
在恶劣环境下,如过大的热偏差或高振动或高冲击下,BGA有其自身的局限性。这时人们更多地会使用CCGA(柱栅阵列),因为它能够顺着焊柱长度方向消散热或冲击力。本文探讨了一种新的组装CCGA(柱栅阵列)的制造解决方案。港泉SMT
CCGA或CGA不是新生事物。它们的首次出现是在1970年,当时IBM采用电线和铸件制造了焊柱。经过多年的发展,CCGA已经演变成多种不同的形式,包括Raychem公司(1980)的螺旋包铜式、NGK公司(1990)的焊柱插件式、IBM公司(2000)的铜镀式和NASA(美国宇航局)(2010年)的微弹簧圈式。
CCGA是作为BGA(球栅阵列)的替代解决方案而开发的,它减少了大型阵列陶瓷封装和基板(通常FR4或聚酰亚胺)之间的应力。陶瓷的热膨胀系数约为7 ppm/℃。FR4的热膨胀系数约为17 ppm/℃,上下波动的差异为10 ppm/℃。
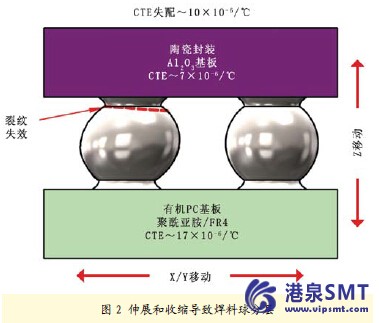
BGA采用较小的焊料沉积,将在焊球和基板之间或焊球和陶瓷之间施以更大的应力。会导致在金属间化合物中产生裂纹,使焊球分层。
CGA沿焊柱长度方向消散应力、散热并保护器件。热膨胀系数不匹配也会引起物理应力,相比于BGA,柱栅阵列能够更好地抵御和补偿这一应力。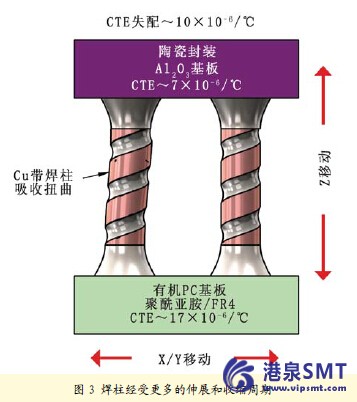
 一般生命周期测试在-40~1
一般生命周期测试在-40~1
25 ℃之间进行。来自Jet Propulsion Labs实验室的论文表明,CCGAs可以经受1 000~2 000次温度循环,而大尺寸陶瓷BGA只能经受100~500次温度循环。
图4给出了包铜带的Pb80Sn20焊柱的高放大倍率照片。柱芯是一种高熔点焊料,它和包铜带之间填充普通锡铅焊料Sn63Pb37。铜带为焊柱增加了额外的支持结构。
2010年,NASA Marshall Flight Center(美国国家航空航天局马歇尔飞行中心)的工程师发明了微弹簧圈。微弹簧圈提高了CCGAs的可靠性,使它们能够承受极高的冲击力,高达50000g。在实验室条件下,微弹簧圈焊柱可承受8个周期才失效,而Pb90Sn10普通焊料柱仅能承受4个周期。
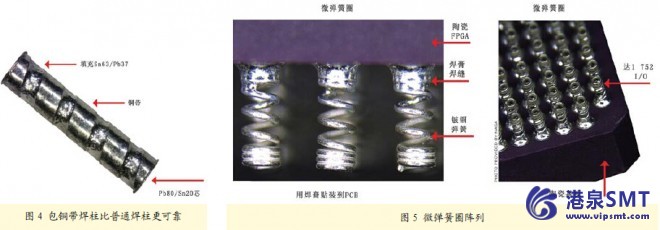 图5给出了陶瓷基板上高达1 752 I/O的微弹簧圈柱栅阵列。图6给出了一美分硬币上微弹簧圈的物理尺寸。
图5给出了陶瓷基板上高达1 752 I/O的微弹簧圈柱栅阵列。图6给出了一美分硬币上微弹簧圈的物理尺寸。
1500g跌落试验进一步证明了CCGAs的可靠性。图7的照片给出了FR4电路板的正负挠曲。
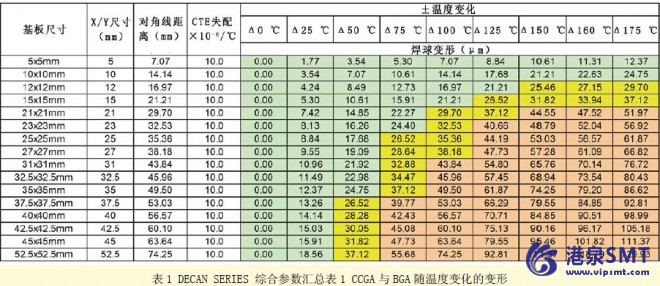
表1给出了尺寸和温度范围,在突出的绿色区域使用BGA器件是安全的。在黄色区域通常建议使用CCGA,使用BGA将有分层风险。在橙色区域必须使用CCGA,以防止分层。
作为一个“经验法则”,安装在FR4上的陶瓷BGA大于27 mm2将会分层。
在表1中,CTE失配设定为10 ppm/℃(陶瓷和FR4之间的差异)。所示的温度为室温下的温度波动。
小批量焊柱组装
采用石墨工具和焊柱预包装盒的一种新的制造方法已引入小批量CCGA组装。预包装盒预先加载了不同类型的焊柱,包括简单的Pb90Sn10焊柱、包铜带焊柱和微弹簧圈,制造商可以根据不同的应用选择使用。
*步骤1:将栅格阵列(LGA)放进底部石墨夹具,使用模板和刮刀施加焊膏。
*步骤2:检查焊膏沉积,然后使用位置销,在底部石墨模具上放置顶部石墨夹具。
*步骤3:在顶部石墨夹具上放置引脚包装的焊柱阵列。
*步骤4:从引脚上剥离粘性背膜。
*步骤5:检查所有焊柱是否落入石墨夹具。
*步骤6:回流焊。使用汽相炉效果最佳。
结论
引脚包装(Pin-Pack)为小批量CCGA应用提供了一个通用的替代解决方案,可用于I/O引脚数量240~2577、封装尺寸23~52 mm的应用。这一新技术适用于如航天、军事、汽车和医疗电子等的苛刻环境。
焊料柱是COTS(商业化现成的)元件。它们不受ITAR(国际武器贸易条例)限制,他们不需要出口许可证。Topline公司生产制造引脚包装的焊柱。
需要阅读更多内容,请点击,港泉SMT