SMT半自动印刷机作业指导
一、半自动印刷机的参数设定及调整
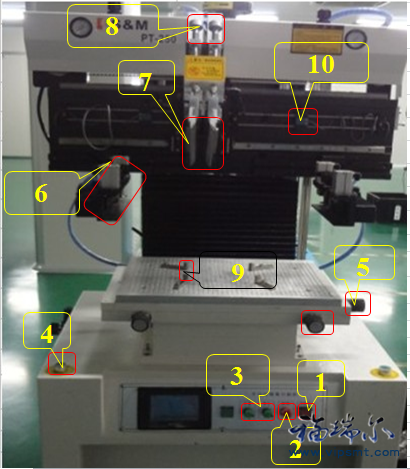
1.1 开启电源”①”。半自动印刷机运行条件:电源为AC220V ,50HZ/60HZ ;气压为0.5~0.55Mpa。
1.2 定位调整:用定位PIN”⑨”将按PCB定位孔定位于印刷平台上
1.2.1 印刷间距调整:
将PCB钢网模板置于印刷机钢网架的左右臂”⑥”中间,并锁紧模板,选择钢网上升下降键”④”,将钢网下降至 下始点,同时松开钢网架紧固手柄,调整印刷机顶部“印刷间矩设定手轮”依据PCB板厚度调整间距 为0~0.2mm。然后锁紧钢网架的紧固手柄.
1.2.3 细调:微调组合印刷平台正面的两个螺钉旋钮(Y轴向微调钮)”⑤”及侧面的一个螺 钉旋钮(X轴向微调钮)”⑤”使PCB上所有焊盘与钢网模 板开口完全对应,然后旋紧组合 平台下面的两个紧固螺钉。
SMT半自动印刷机
二.刮刀安装
2.1 刮刀安装: “⑦”取下刮刀架上紧固刮刀的螺钉,将不锈钢刀片中心孔与刀架中心孔对准锁紧 螺钉即可。
2.2 刮刀高低压力调整: “⑧”调刮刀架刮刀高低调整螺钉和 ,及刮刀压力,调整螺钉和,使刀刃成水平状态,一般 要求 在印刷时模板开口区域无 残留锡膏为度,印刷压力过大,易造成 网板挠曲产生印刷不良及降低网板寿命.
2.3 刮刀角度调整: 刮刀角度一般保持在45度至60度为宜”⑦”,在刮刀架上,刮刀内处侧采用单一螺丝来控制,同时调整螺钉和来确定刮刀角度一般不须经常调整。
2.4 刮刀速度调整刮刀速度一般设定为7.5~11.5mm/Sec其速度调整见半自动印刷机操作说明.
三.印刷
3.1 印刷首件,检查有无偏位、少锡膏、多锡膏及漏印现象,如有偏位按4.2.2所述进行微调.对应不同模板厚度。若漏分两种情况:一是锡膏堵塞网口,只需用汽枪在距网板10cm处,从下往上吹通即可,二是网模漏刻开口,更 换钢网 模板, 或由 技术员采取工艺措施处理。
3.2 一切正常后开始印刷,每印刷5PCS后用无尘纸擦拭钢网反面,以避免焊膏溢出,或堵塞造成不良品产生。
3.3 印刷结束后, 剩余锡膏按“锡膏存储及使用”典型工艺处理。钢网板及刮刀,用洒精及洗板水彻好工作场地的5S。底清洗于净并做记录。