PCBA维修作业指导书
1.0 目的:
为了规范印制板组件维修过程的基本工艺、技术要求。
2.0 范围:
适用于电子车间维修作业。
3.0 职责:
” 3.1 生产线修理人员负责对不良PCB板的修理作业;
3.2 外观检查员负责对修理品进行全检;
3.3 QC检查员负责对修理品进行抽检;”
4.0 作业内容:

” 4.1 PCBA返修前的预处理:
在返修前需要确认维修区域是否残胶或其它异物,是否有零件妨碍维修;残留异物必须先清除,有零件
妨碍维修则须先拆除,以留出干净及足够的维修空间,确保返修安全可靠的进行。
4.2 所有的待安装的贴片LED,必须根据《SMD-LED防潮管理作业规范》,符合储存要求后才可开始维修,
否则须先进行烘烤处理;

4.3 返修加热次数的要求:
PCBA组件和器件的累计加热次数要求:PCBA组件允许的返修加热累计不超过4次;新器件允许的返修
加热次数不超过5次;PCBA上拆下的再利用器件允许的返修加热次数不超过3次;贴片LED只允许回流 一次;
4.4 预热的要求(预热方式为使用热风枪预热或过波峰焊预热):
A、当加热过程中基板、元件存在受到大热量冲击的风险时,需要进行预热;
B、当烙铁加热不能使所有的焊点在一定时间内达到回流温度时,需要进行预热;
C、多层线路板和内有大尺寸接地层的电路板的插件元件进行返修时,需要进行预热;
D、预热温度根据组件上的元件的耐热条件确定,通常设置在105℃以下;
4.5 用热风返修,需注意防护好维修区域周边的零件,避免融化周边零件,或半融化周边零件焊点造成冷焊
不良;
4.6 避免污染和返修清洗注意点:
4.6.1 接触PCB板时必须戴好干净的防静电手套,不允许没有保护措施的手指直接接触PCB板;”
4.6.2 维修焊接后的清洗应该保证表面污染物被有效清除,避免对产品的功能和可靠性造成影响;
4.7 烙铁嘴的选择:
“A、SMT贴片及细间距引脚元件或空间狭小维修位置均使用薄烙铁嘴;大型元件及插件元件或不易连焊、需要较多锡量的元件均使用厚烙铁嘴;
B、特殊需求时,维修人员反馈进行额外定制; ”
4.8 不同类型元件返修工艺基本要求:
A、插装元器件
" 返修过程中,无论是拆卸还是焊接过程,铬铁头空载温度设置在340±20℃,特殊情况下可调整;铬铁操作时间应控制在3~5秒。
a、选择并安装合适的铬铁头,用海绵将铬铁头清洁干净并上锡;
b、使铬铁头接触被焊接引脚和焊盘;
c、预热1~2秒后,在铬铁头和引脚接触面的另一侧使焊锡丝接触引脚和焊盘;
d、等待2~3秒后将焊锡丝移走,随后再将铬铁头移走;
e、将铬铁头上锡后放回原处。" B、无引脚器件、翼形引脚器件、J形引脚器件
" 在返修过程中,无论是拆卸还是焊接过程,采用手工铬铁返修时,铬铁头空载温度设置在330±20℃,可根据需要调整。每个元器件引脚的处理时间控制在2~3秒内,采用热风返修设备时,在返修时要求焊点温升不能太快(小于3℃/S),返修时焊点峰值温度小于230℃,整个过程控制在60~80秒内。" C、片式元件
" 片式器件包括常见的贴装电阻、贴装电容、贴装电感、贴装钽电容、贴装二极管、贴装功率电感、贴装保险管等。
在返修过程中,无论是拆卸还是焊接过程,采用热风返修时,要求焊点峰值温度小于230℃,整个过程控制在60~80秒内。采用手工铬铁返修时,用铬铁头直接加热焊盘的方法,铬铁头空载温度设置在310±10℃,可根据需要调整。整个操作过程控制在3~5秒内。在返修过程中严禁铬铁加热头直接接触元器件的封装体和焊端。 " D、连接器
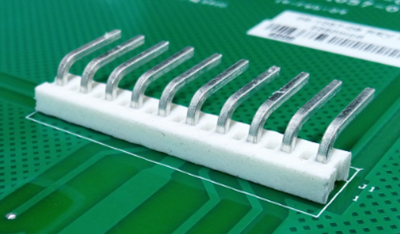
" 在返修过程中,无论是拆卸还是焊接过程,整个返修过程都应控制在5~10秒内,对于无需返修部分,采用隔热装置予以保护;维修时注意对连接器本体保护,防止烙铁对器件的损坏;维修时尽可能不用或少用助焊剂,必须完全避免助焊剂爬上引脚上部的器件金手指处,维修后清洗时注意用无尘布沾少许洗板水清洗管脚,不可使用毛刷清洗,清洗时注意不可将洗板水渗到器件金手指处或插针连接端区域,清洗完后必须用放大镜检查整个器件,并重点检查器件有无助焊剂残留(重点是连接器的金手指处或插针连接端区域)。" 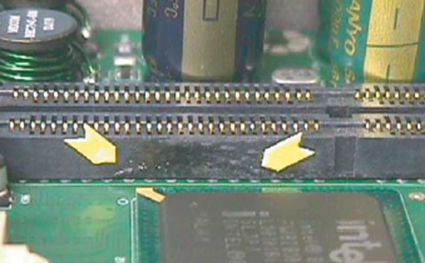
4.10 热风枪维修工艺
如维修区域零件较密,或使用烙铁加热零件的多个端子的零件不能同时达到熔点,可采用热风枪进行维修。用热风工艺时,热风枪空载温度在350±20℃,可根据需要调整。零件上涂上助焊膏,使热风口对准需要焊接的零件,温度应保证整个零件加热尽量均匀,直到焊点熔化。
5.0 注意事项:
” 5.1 保证正常焊接的情况下,尽量降低烙铁头温度;可减缓烙铁头氧化速度,使烙铁头温度恢复能力优良;
5.2 烙铁附带海绵必须保持湿润,以便彻底清洗烙铁头;
5.3 维修时避免焊接时间过长,注意防护零件避免造成烫伤或污染等二次不良;
5.4 维修后注意清洁,避免异物或脏污等对产品的功能和可靠性造成影响;
5.5 漏电测试时,用万用表将档位打至交流档位,当电压<2V时为正常,当电压>2V时为NG;
5.6 烙铁头温度允许偏差+40/-20℃,否则进行维修或更换。”