BGA返修操作指示书(精华版)
一、操作指导概述
在BGA返修设备上进行有铅、无铅工艺单板面阵列器件维修的操作流程及在维修过程中需要注意的事项。
二、操作指导说明
1 定义
BGA:集成电路的一种封装形式,其输入输出端子(包括焊球、焊柱、焊盘等)在元件的底面上按栅格方式排列。包括但不限于PBGA、UBGA、WBGA、TBGA、CBGA及CCGA。
无铅BGA:锡球成分为无铅焊料的BGA。
无铅BGA信息来源:对于有编码的BGA芯片通过PDM进行确认;对于新器件暂时查询不到器件资料的BGA芯片,由客户(需要维修单板的人员)提供器件信息。
混合工艺:指使用有铅锡膏和无铅BGA装联的工艺。
2 目的
指导现场操作人员在使用返修设备返修有铅、混合、无铅工艺单板面阵列器件时,如何进行程序选择及调用、规范操作人员操作方法和过程,保证返修单板的返修质量。
3 适用范围
适用于返修有铅、混合及无铅工艺单板上面阵列器件如PBGA、QFP、PLCC、SOIC、CSP、BGA插座等时程序的选择、调用及返修操作。
4 岗位职责和特殊技能要求
| 岗位 | 职责 | 特殊技能要求 |
| 维修操作员 | 设备正确操作、维护设备,填写各种相关记录表格。
紧急故障处理。 | 具备熟练的维修操作技能 |
| 维修工程师 | 设备故障排除、设备参数设置及管理,为生产一线操作、保养提供技术支持,程序调制与规划管理,工艺技术支持。 | 返修设备工作原理、过程,调试返修温度曲线 |
- 内容
5.1 返修工具、辅料及设备
5.1.1 返修工具:BGA返修台、电铬铁、刮刀、小钢网、真空吸笔、剪刀、镊子、画笔(涂焊膏用)
5.1.2 辅料:膏状助焊剂Alpha metals(免洗型LR721H2 HV);清洗剂YC336(有铅使用),SC-10(无铅使用);吸锡编带;有铅锡膏(Sn63Pb37、NC-92J);无铅锡膏(Sn96.5Ag3.0Cu0.5);碎白布
5.1.3 返修设备 SV-550返修台
RD-500返修台有3个加热系统,其中上和下精确加热目标芯片和线路板的是热风型加热。第3个是一种区域发热体,从底部逐步地加热整个的印制线路板。SV-550需要配备不同尺寸的热风喷嘴进行返修不同的器件。
5.1.4 各辅助专业工具:
BGA返修台及返修工具
5.2 操作流程
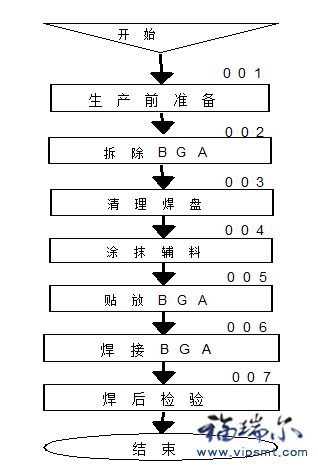
BGA返修流程
001 生产前准备
一 单板烘烤准备及相关要求:
单板暴露时间:以单板制成板条码上的加工月份时间为准,当月单板默认1个月,以此类推。
2)烘烤时间
- SMT送修单板默认小于24小时,可以不经过烘烤,BGA返修接收单板后10小时内完成返修。
- 特殊单板、送修人员特殊需求,如器件分析等;反馈工艺人员给出烘烤要求
- 非上2条的其它送修单板,按如下规定进行烘烤。
| 暴露时间 | ≤2个月 | 2个月以上 |
| 烘烤时间 | 10小时 | 20小时 |
| 烘烤温度 | 105±5℃ | 105±5℃ |
3)在烘板前,接收人员可要求维修送板人或项目人要将温度敏感组件拆下后进行烘烤,例如光纤、电池、塑胶类拉手条等;否则,造成的器件受热损伤由送板人自行处理。(被拆下器件的安装等由原来送板责任人处理;BGA维修不负责该工作。)
4)所有单板,烘烤完成取出单板后10小时内完成BGA返修作业。
5)10小时内不能完成BGA返修作业的PCB及物料,须放置在干燥箱保存。
二 单板返修前检查、准备注意事项:
1) 查看单板上是否有扣板和返修芯片(单板返修面与背面)周围10mm以内有高度超过20mm(只要与热风喷嘴产生干涉)的器件,需将扣板及干涉返修的器件拆卸后才可返修;
2) 若返修单板正面、背面有光纤、附件区域的电池需要拆除后才可返修;
3) 若返修单板背面距离返修芯片10mm及10mm以外有散热器、插装晶振、电解电容、塑胶导光柱、非高温条形码、BGA、BGA插座及通孔塑封器件如塑封连接器,须其表面进行贴5-6层高温胶纸密封后才可返修。若在10mm以内则需要将相应器件拆除(BGA除外)后才可以返修;
- 其他可能在返修过成受热影响的BGA及其他芯片,塑封器件,需进行相应隔热处理。
出现以上4种情况涉及拆、装相关器件时,请送修人自行拆卸后,再送BGA返修工段进行返修,否则,造成的器件受热损伤由送板人自行处理。
三 返修辅料的确定
1) 返修的器件是CCGA、CBGA、对贴BGA及锡球材料不是63/37的焊锡材料时,必须使用印刷锡膏方式进行返修。锡膏的种类依据机种作业指导书中规定的锡膏进行选别
2) 当是63/37的焊锡材料时,可用助焊膏或印刷锡膏方式焊接;当使用锡膏焊接时,需要用与器件焊盘相对应的印锡小钢网进行印锡。锡膏的种类依据机种作业指导书中规定的锡膏进行选别,助焊膏均使用ALPHA助焊膏LR721H2,100g/瓶
3) 无铅器件的返修,针对小于15*15mm的BGA,可以使用涂助焊膏的方式焊接,其他大尺寸BGA必须使用刷锡膏的方式焊接。锡膏的种类依据机种作业指导书中规定的锡膏进行选别,助焊膏均使用ALPHA助焊膏LR721H2,100g/瓶
四 返修设备及其他要求
1)返修前,如果设备超过30min没有加热,必须对设备进行预热。预热程序可为任何返修程序
2)单板定位与支撑
支撑杆的位置:支撑杆尽量对称分布(尽量使得单板受热均匀为原则),不能碰到底部的器件。支撑杆位置优选位于PCB板中间,使PCB保持平面,不能支撑到器件上,并且将卡扣扣紧及定位销锁紧。对于较小PCB,可以采取旋转支撑块90度来进行固定。

BGA返修板的定位与支撑
3) 加热喷口的选择和更换
i.选用实际尺寸比BGA大2~5mm的喷口,注意喷口不能损坏到周边的元器件,喷口使用完后要放回工装架的对应位置上。
- 喷口的更换:拿喷口本体部位转30度即可更换发热体上的喷口。注意在更换上部喷口时一定不要强力拔出,避免损伤真空吸杆和连接的硅胶吸嘴及垫圈。(图5)
002 拆除BGA
将返修单板放置在返修台上,从各设备对应的拆除BGA程序目录中选定相应的返修程序对BGA进行加热。程序运行完毕,从返修台取下器件。
1)当程序库中有和单板名称相对应的程序时,优先选用和单板名称相同的程序。
一般可依据BGA的尺寸、大小选取对应的返修程序。(返修程序见5.3条—BGA拆/焊程序选择对应关系表)
2)返修程序运行完毕后,由设备自动吸取被拆器件,当器件表面粗糙不平情况下允许采用镊子夹取;采用镊子夹取时,先用镊子轻轻拨动器件,确定器件已经完全融化后立即夹起。
3)拆卸器件后,清理焊盘前,检查被拆下器件焊盘是否有焊盘掉落,受损等缺陷,如有异常,反馈工程师处理。
4) 拆卸完的BGA,若需要重复利用,则需要对BGA植球,具体操作细节按《BGA植球作业指导书》进行。
003 清理焊盘
- 将单板放置在工作台上并用烙铁、吸锡绳将焊盘上多余的残锡吸走,平整焊盘。
清理时将吸锡绳放置于焊盘上,一手将吸锡绳向上提起,一手将烙铁放在吸锡绳上,轻压烙铁,将BGA焊盘上残余焊锡融化并吸附到吸锡线上后,再将吸锡线移至其他位置,去吸取其余部分的焊锡,不能用力在焊盘上进行拖拉,避免将焊盘损坏。
- 有铅器件焊盘清理,烙铁温度<实测值>340+/-40℃;无铅器件焊盘清理,烙铁温度<实测值>370+/-30℃;对于CBGA、CCGA焊盘清理,烙铁温度设置<实测值>400+/-30℃。清理后用清洗剂清除器件和PCB焊盘上的焊锡残留物和外来物质等,清理干净后用20X-50X放大镜检查器件和PCB焊盘,线路等有无划伤、脱落受损等缺陷;若有反馈工程师处理。
004 涂抹辅料
根据001中第三点,确定是采用印锡还是刷涂助焊膏方式进行返修。印刷锡膏和刷涂助焊膏的方式如下所述。
一 刷涂助焊膏:
- 用画笔蘸少许助焊膏(图6),在焊盘上来回轻轻涂抹(图7)。
- 检查焊盘上助焊膏的涂抹情况,要求助焊膏涂布均匀。单板上不可有助焊膏堆积现象。
- 检查涂抹好助焊膏的单板焊盘,不可有纤维、毛发等残留;若有需要重新清洗后,再次涂抹。

BGA芯片上涂抹助焊膏
二 印锡膏
- 选择对应的印锡钢网,将印锡的小钢网定位并用胶带粘贴与PCB上(以固定钢网,并防止锡膏外溢);注意需要使钢网开口和焊盘完全重合,不错位。(图8)
- 用刮刀取适量锡膏,然后在小钢网上刮过。刮锡膏时尽量使锡膏能在钢网和刮刀之间滚动。(图9)
- 用手或工具向上慢慢的提起钢网,提取的过程中,要减少手的抖动。
- 目检印锡质量及周围是否有溅锡,看焊盘是否有漏印、连锡、少锡、拉尖、偏位等不良情况。(图10)有则需要用洗板水将焊盘清理干净,并待洗板水挥发后重新印刷。
- 清洗钢网和刮刀,放回原位,待下次取用。
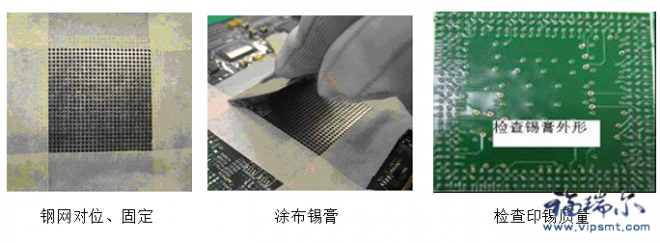
钢网对位涂布锡膏
备注:1.针对布局较密,PCB上无法放置小钢网的情况,也可以用在器件上印锡的方式。用植球钢网放置在BGA球上,印锡膏的方法与PCB上印锡膏方法相同,注意小心操作,避免损坏BGA。
2.印刷的锡膏,助焊膏,清洗用的环保水等辅料的使用参考《维修用辅料使用规范》,并记录在相应的不良板条码中
005 贴放BGA
1)将涂抹好辅料的单板平稳放置在工作台上,并对单板底部进行均匀支撑(具体按001 生产前准备中的单板定位与支撑要求进行设置)。启动影像对位系统,将器件放在机器喷口中的吸嘴上,使器件和焊盘的影像重合,运行机器,完成贴放动作。(具体步骤参见《RD-500操作规程》)
贴放BGA前,需核对BGA的编码、方向要和维修单板一致;检查BGA器件的焊球是否有异常,如焊球大小不一、缺球、焊球形状不规则等。
2) 贴放器件,一定要仔细观察、调整,使器件图像和焊盘图像完全重合,或核对器件丝印框与器件平齐。
- 采用印锡返修时,必须使用设备将BGA贴放在PCB上,不得使用手工放置。
- 采用刷助焊膏返修时,可以用手工放置器件。普通单板,以丝印框为准进行对位;如果是无丝印单板,以焊盘对角的蚀刻框为准对位;无任何外框标记的单板,必须采用机器对位、贴片。
3) 器件贴放后,需要检查返修器件的高度是否一致,是否高度不平、器件倾斜等异常。
006 焊接BGA
先按001 生产前准备中的单板定位与支撑要求进行设置好支撑并定位好PCB,位置确定后再从各设备的焊接BGA程序目录中调用相应程序对BGA进行加热,程序运行完毕,完成器件焊接过程。待单板冷却后取走PCB。
注意操作过程中需密切关注单板焊接情况,若有烧焦、严重变形等异常,需立即停止机器,保留现场,并反馈工程师处理。同一块PCB板最多返修3次,同一个BGA最多返修2次。
007 焊后检验
焊接完成,需要对单板进行检验。重点检验以下事项:
1) 目视BGA四周的焊点,看是否有虚焊,连锡,背面冒锡珠等缺陷。并用X-Ray确定没有焊接质量问题后(必要时可用3D显微镜检查焊接状况),才可以进行下一块单板返修或交接给下一工序。
2) 检查被焊接器件周围,是否有溅锡、及其它缺陷,检查单板背面是否有CHIP件等被顶针压坏。
3) 用洗板水清洗BGA周围多余的助焊膏残留。
5.3 BGA返修拆、焊程序选用对应表
拆BGA程序选用对应表—有铅
| BGA大小
单板厚度 | 15×15+/-5mm | 25×25+/-4mm | 33×33+/-3 mm | 42×42+/-5 mm |
| 1.6MM+/-10% | R-1.6mm-15×15 | R-1.6mm-25×25 | R-1.6mm-33×33 | R-1.6mm-42×42 |
| 2MM+/-10% | R-2mm-15×15 | R-2mm-25×25 | R-2mm-33×33 | R-2mm-42×42 |
| 2.5MM+/-10% | R-2.5mm-15×15 | R-2.5mm-25×25 | R-2.5mm-33×33 | R-2.5mm-42×42 |
| 3MM+/-8% | R-3mm-15×15 | R-3mm-25×25 | R-3mm-33×33 | R-3mm-42×42 |
焊BGA程序选用对应表—有铅
| BGA大小
单板厚度 | 15×15+/-5mm | 25×25+/-4mm | 33×33+/-3 mm | 42×42+/-5 mm |
| 1.6MM+/-10% | P-1.6mm-15×15 | P-1.6mm-25×25 | P-1.6mm-33×33 | P-1.6mm-42×42 |
| 2MM+/-10% | P-2mm-15×15 | P-2mm-25×25 | P-2mm-33×33 | P-2mm-42×42 |
| 2.5MM+/-10% | P-2.5mm-15×15 | P-2.5mm-25×25 | P-2.5mm-33×33 | P-2.5mm-42×42 |
| 3MM+/-8% | P-3mm-15×15 | P-3mm-25×25 | P-3mm-33×33 | P-3mm-42×42 |
拆BGA程序选用对应表—无铅
| BGA大小
单板厚度 | 15×15+/-5mm | 25×25+/-4mm | 33×33+/-3 mm | 42×42+/-5 mm |
| 1.6MM+/-10% | R-1.6mm-15×15-PBF | R-1.6mm-25×25-PBF | R-1.6mm-33×33-PBF | R-1.6mm-42×42-PBF |
| 2MM+/-10% | R-2mm-15×15-PBF | R-2mm-25×25-PBF | R-2mm-33×33-PBF | R-2mm-42×42-PBF |
| 2.5MM+/-10% | R-2.5mm-15×15-PBF | R-2.5mm-25×25-PBF | R-2.5mm-33×33-PBF | R-2.5mm-42×42-PBF |
| 3MM+/-8% | R-3mm-15×15-PBF | R-3mm-25×25-PBF | R-3mm-33×33-PBF | R-3mm-42×42-PBF |
焊BGA程序选用对应表—无铅
| BGA大小
单板厚度 | 15×15+/-5mm | 25×25+/-4mm | 33×33+/-3 mm | 42×42+/-5 mm |
| 1.6MM+/-10% | P-1.6mm-15×15-PBF | P-1.6mm-25×25-PBF | P-1.6mm-33×33-PBF | P-1.6mm-42×42-PBF |
| 2MM+/-10% | P-2mm-15×15-PBF | P-2mm-25×25-PBF | P-2mm-33×33-PBF | P-2mm-42×42-PBF |
| 2.5MM+/-10% | P-2.5mm-15×15-PBF | P-2.5mm-25×25-PBF | P-2.5mm-33×33-PBF | P-2.5mm-42×42-PBF |
| 3MM+/-8% | P-3mm-15×15-PBF | P-3mm-25×25-PBF | P-3mm-33×33-PBF | P-3mm-42×42-PBF |
备注:RD-500程序栏不能显示小数点,用“_”来替代表示PCB板厚度的小数点,如:1_6mm表示1.6mm。
5.4 无铅单板(工艺属性Y2),混装工艺单板(工艺属性Y3)返修注意事项:
- 针对无铅器件,返修器件尺寸大于15*15mm的,必须采用印刷锡膏的方法进行返修;不得采用涂布助焊膏的方式返修。
- 针对无铅单板(工艺属性Y2),BGA返修涉及到的工具、耗材、吸锡带、烙铁、布片等,不能与有铅BGA返修工具混用,并在工具上标示“无铅专用”。
3) 混合工艺单板(工艺属性Y3)返修注意事项:
- 对于返修的无铅BGA面阵列器件(器件没有损坏)采用重新植有铅的锡球,植好球后用对应有铅BGA返修焊接程序进行返修。
- 对于重新领料返修的BGA面阵列器件焊接,若BGA器件为无铅器件则必须用无铅BGA返修焊接程序进行返修。
5.5 其他注意事项:
1)设备在正常的拆装器件时,禁止对单板进行任何操作,不可碰撞定位夹具、调整顶针位置等。
2)在对单板进行操作时,注意防静电防护工作。
附:返修作业流程图
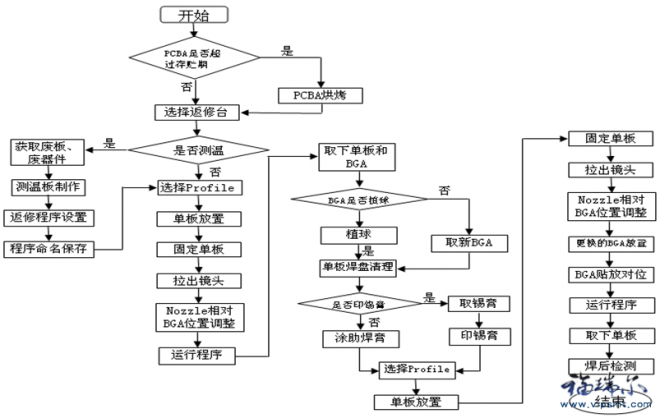
BGA芯片返修作业流程图